联系人:陆先生
手机:18913601580
网址:www.xinmeiyijixie.com
地址:江苏省张家港市南丰镇新
德工业园
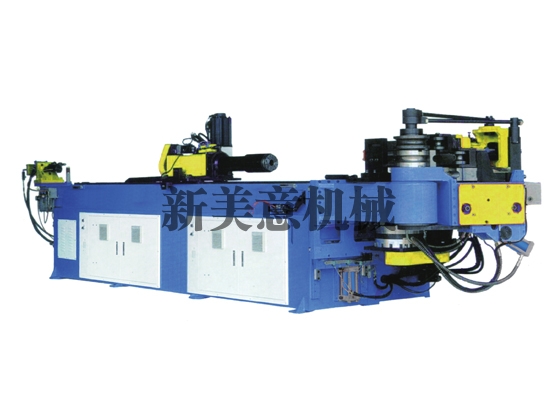
全自动弯管机对产品的滚压调直的方法是在对工件第一次滚压后,检查工件的径向跳动,四处做上记号,用四爪卡盘把工件的凹处,调整到机床回转中心的高处来,与工件弯曲的大小成正比,再进行第二次滚压,然后用百分表和调整四爪卡盘的卡爪,把工件校正。再用百分表检查弯曲的情况,如还弯曲,再用上述的方法,调整工件,进行第三次滚压,直至达到工件要求的直度为止。
第二次以后所走刀的长度,应根据具体情况,不必走完全程,而且要采用反走刀。全自动弯管机公司提示采用滚压调直,一般都是在对工件进行滚压的过程中完成,这样不仅不会损伤工件的表面,而且还能使工件外表面受到比较均匀的滚压,这样就不会产生死弯,方便于操作。

1、选购弯管机时要根据自己的经济承受能力,考虑自己的卷板范围来决定购买弯管机的卷板能力,以免投入多,产出少造成损失。这是指弯管机的选型,当然也要考虑弯管机其它性能。
2、制品精度超群上辊呈鼓形状,下辊的下部有托辊配合调节,边续弯曲,比薄板到厚板这要广泛的范围内能够卷制理想的制品。
3、作业的安全两下辊固定,上辊上下,左右移动,工件不随工作辊移动,作为者安全。
4、整体式结构,基础简单,移动方便设备采用整体式底盘,毋需地脚螺栓,基础简单,移动作为场所方便。
5、不同的用途,相应的控制方法,根据用途,有以下控制方法:
TNC(上NC):多品种,少量生产用;
T&BNC(上,下NC):少品种,大量生产用。
6、丰富的弯曲形状
具有卷制O型、U型、多段R、辅助锥筒装置,可以卷制一定范围的锥筒。
O型弯曲:后方弯曲方式
U型弯曲:前方弯曲方式
多段R弯曲:组合式方式